


曲線齒錐齒輪的數控加工工藝研究
發布時間:
2014-07-04 11:20
曲線齒錐齒輪的數控加工工藝研究
張海波,常影,劉國棟
(東北電力大學機械工程學院,吉林吉林132012)
摘要:文章對曲線齒錐齒輪的數控加工工藝、數控仿真及實體加工進行研究,根據曲線齒錐齒輪的特點選擇合理的加工工藝,基于Cimatron E8.5軟件設定曲線齒錐齒輪的加工工藝參數,再進行刀具軌跡模擬檢驗及程序后置處理,最后采用四軸三聯動的數控銑床進行曲線齒錐齒輪實體加工。對于損壞的未知參數的曲線齒錐齒輪采用數控加工的方法可以降低成本,同時還可滿足企業對曲線齒錐齒輪單件、小批量低成本制造的需求。
關鍵詞:曲線齒錐齒輪;加工工藝;加工仿真;數控加工
中圖分類號:TH16;TG68 文獻標識碼:A
Research on Numerical Control Machining of Curve Bevel Gear
ZHANG Hai-bo, CHANG Ying, LIU Guo long
(College of Mechanical Engineering Northeast Dianli University,Jilin Jilin 132012,China)
Abstract: The numerical control processing technology,numerical control simulation and physical processing of curve bevel gear are studied in this paper. Reasonable processing technology is chosen according to the characteristics of the curve bevel gear the processing technology parameter of curve bevel gear is set based on Cimatron E8.5 software,the tool path simulation test and program post processing are carried out. The curve bevel gear is machined using NC milling machine of four shaft three linkage. Adopting the method of numerical control processing to the unknown parameters curve bevel gear can reduce cost; also satisfy the curve bevel gear single piece small batch and low most manufacturing needs.
Key words: curve bevel gear; processing technology; processing simulation; numerical control machining
0 引言
曲線齒錐齒輪具有重疊系數大、承載能力高及壽命長等特點[1],廣泛應用于高精密設備的高速重載相交軸傳動中,如航空、航海、汽車、拖拉機等行業,是一個國家機械制造業發展水平的重要衡量標準[2]。而數控技術提高了機械制造業的加工效率和精度,同時也為國家帶來了巨大的經濟效益[3]。
目前國內外曲線齒錐齒輪的加工方法主要采用銑齒機進行加工,適合大批量的生產,對于不同規格的曲線齒錐齒輪需要的模具不相同,因此對于單件、小批量以及損壞的未知參數曲線齒錐齒輪的生產制造來說成本相對較高,使得該加工方法在國內很難普及。利用通用數控機床結合相應的軟件來加工曲線齒錐齒輪,對于滿足一定加工精度要求的曲線齒錐齒輪來說具有重要的現實意義閉。針對此問題本文對曲線齒錐齒輪進行數控加工工藝、數控仿真及實體加工研究,首先確定加工工藝,然后基于Cimatron E8.5軟件計算曲線齒錐齒輪的刀路軌跡并進行仿真加工,再進行刀具軌跡的模擬檢驗及程序后置處理,最后采用四軸三聯動的數控銑床完成曲線齒錐齒輪的實體加工。曲線齒錐齒輪的數控加工編程流程如圖1所示。
1、加工工藝選擇
根據曲線齒錐齒輪的特點,本文采用四軸三聯動的數控銑床加工曲線齒錐齒輪的齒形,加工成本低、效率高、控制靈活,并可進行模擬檢驗,檢驗加工時是否會產生干涉、碰撞。本文中的曲線齒錐齒輪三維模型通過逆向造型獲得[5],如圖2所示。經粗略測得齒槽最小寬度為4mm,在此選用直徑為小2mm的球頭刀來完成齒形的精加工。曲線齒錐齒輪加工采用的是友佳數控銑床FV一800A,數控系統為FNAUC一OimB,主軸可無級調速,可以滿足齒形加工的要求。

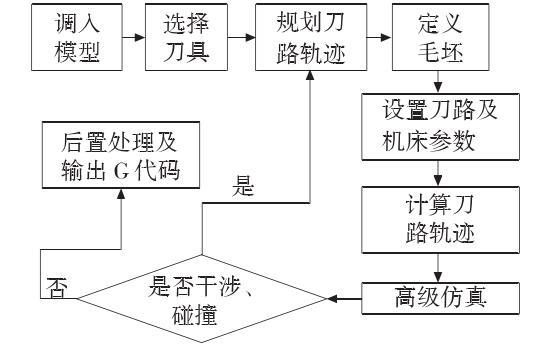
圖1數控加工編程流程圖
在數控銑削加工中,工藝路線的確定主要是在保證曲線齒錐齒輪的加工精度和表而粗糙度要求的前提下,提高生產效率囚。曲線齒錐齒輪的加工可以分為以下5個工步來進行。第1工步:車小齒的端而、鍵槽,鉆孔;第2工步:齒形粗加工;第3工步:齒形半精加工;第4工步:齒形精加工;第5工步:將小齒裝卡部分車掉。將曲線齒錐齒輪的三維模型導入軟件中,基于Cimatron E8.5軟件進行數控加工編程,通過后置處理生成加工程序。由于在實驗中采用PVC材料進行數控加工,考慮到實際毛坯材料,采用圓柱毛坯來進行仿真加工,以便更接近于實際加工情況。

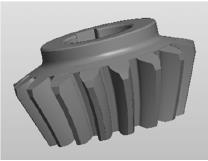
圖2曲線齒錐齒輪模型
1. 1 銑齒前加工工藝
為了方便數控銑床銑削,提高加工效率,采用普通機床加工毛坯,夾持部分車成直徑小SOmm,長度80mm的圓柱,齒輪加工部分車成直徑小90mm,長度41mm的圓柱。齒輪加工部分,分別車齒輪小端而、大端而、孔、鍵槽等;須對齒輪外形進行精加工,機床轉速300一1000r/min,進給速度為50-100mm/min齒形部分表而留有0.5mm的加工余量,保證齒形的加工精度。
1.2 齒形粗加工加工工藝
根據曲線齒錐齒輪的輪齒大小選擇球銑刀作為粗加工的刀具,直徑科mm。球頭大直徑銑刀能有效的去除大部分毛坯余量,也能保證曲線齒錐齒輪粗加工后的基本曲面特性。粗加工對齒面精度影響不大,為了提高加工效率,在此采用粗加工平行銑的走刀方式進行粗加工。根據曲線齒錐齒輪輪齒的大小和形狀,粗加工階段設置切削深度為1.6mm,切削寬度為1.6mm。
齒輪的加工工序:輪齒加工選擇科mm、長40mm球頭刀,采用平行銑削的走刀方式進行粗加工,主軸轉速1000r/min,進給速度100mm/min。在Z軸方向每次進刀量為1.6mm,避免進給量過大,為了保護刀具,垂直于齒槽方向進刀。
1. 3 齒形半精加工加工工藝
為了保證曲線齒錐齒輪的加工精度,在加工時,要減小切削量,選擇直徑較小的刀具。半精加工選φ3mm,R0.2mm、長40mm的球頭刀為加工刀具。在齒面進行半精加工時,使用四軸三聯動的數控銑床進行加工,采用曲面精銑所有曲面的走刀方式,加工余量為0.15mm。主軸轉速1500r/min,進給速度80mm/min 。
1. 4 齒形精加工加工工藝
本文在精加工階段采用變速加工方法來保證齒面的加工精度。精加工階段的刀具選用直徑為φ2mm,R0.4mm、長40mm球頭刀。精加工階段的走刀方式也為精銑所有曲面,選擇X軸為第四個旋轉軸。在進行齒面的精加工時,選擇在四軸三聯動的數控銑床上加工,采用精銑所有曲面的走刀方式。主軸轉速1800r/min,進給速度50mm/min 。
1. 5裝卡車削加工工藝
為了方便數控銑床銑削,提高加工效率,采用普通機床加工毛坯,完成齒形加工后,將齒輪的裝卡部分車掉,獲得完整的曲線齒錐齒輪實體模型。機床轉速1000r/min,進給速度為200mm/min 。
2、數控加工仿真
2.1刀具設置
曲線齒錐齒輪的加工為一次裝夾進行粗精加工,設定X軸為第四旋轉軸,調入曲線齒錐齒輪模型。經過上述加工工藝分析,不同的加工階段需要不同的加工刀具,并且根據零件的形狀及加工要求來定義刀具編號、光桿長度、卡頭等,設置刀具參數。
根據對曲線齒錐齒輪加工工藝的劃分,在Cimatron E8.5環境下分別對曲線齒錐齒輪的粗加工、半精加工和精加工階段的走刀方式、刀路參數、刀具和卡頭、機床參數等進行設定。
2. 2齒輪粗加工
曲線齒錐齒輪粗加工采用體積銑,在體積銑加工程序中,需要選擇加工零件的輪廓及零件曲面來確定零件的加工部分。設置曲線齒錐齒輪的粗加工刀路參數,端而加工刀路參數設置與輪齒加工刀路參數設置相同,選擇合理的安全平而、精度及刀路軌跡可以提高加工精度和效率。因此選擇安全平而為60mm,零件曲面側壁精度為0.5mm,零件曲面精度為0.5mm,曲面精度為0.01mm,切削方向為順銑,垂直步進類型為“固定+水平而”,固定垂直步進為1.6mm,側向步長1.6mm。
曲線齒錐齒輪是圓錐形狀的零件,采用由外到內的走刀方式比較合理,可以避免刀具在Z軸方向直接進入材料,避免引起對刀具的沖擊力,有效地保護刀具。粗加工時,曲線齒錐齒輪的刀位軌跡如圖3所示。
2.3齒輪半精加工
為了保證曲線齒錐齒輪齒面加工精度,在此采用四軸曲面銑對曲線齒錐齒輪進行半精加工,設置合理的半精加工參數。因此選擇安全平而為60mm,零件曲面側壁精度為0.15mm,零件曲面精度為0.15mm,曲面精度為0.Olmm,加工方式為環切,切削方向為順銑,水平區域刀具由外向內,水平步距0.5mm。半精加工的刀路軌跡沿流線方向走刀,這種走刀方式能更好地保證輪齒的加工精度,以及曲線齒錐齒輪的成型半精加工刀路軌跡如圖4所示。
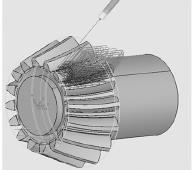

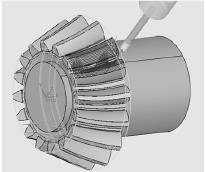

圖3曲線齒錐齒輪圖4半精加工刀路軌跡
粗加工刀路軌跡
2.4 齒輪精加工
精加工的刀路軌跡與半精加工一致,也是沿流線方向走刀,但側向走刀步長要減小,加工余量為0,設置精加工參數,因此選擇安全平說而為60mm,零件曲面側壁精度為0mm,零件曲面精度為0mm,曲面精度為0.01mm,加工方式為環切,切削方向為順銑,水平區域刀具由外向內,水平步距0.2mm。采用精銑所有曲面的走刀方式,精加工刀路軌跡如圖5所示。
3、刀具軌跡模擬檢驗及程序后置處理
3.1刀具軌跡的模擬檢驗
本文運用機床仿真對曲線齒錐齒輪的加工進行全方位的檢驗,通過仿真校驗可以進一步觀察刀具與零件還有機床的運動過程,并且可以進一步優化加工時刀具的角度,避免干涉的發生圖。在模擬檢驗對話框中選擇機床模擬后,將打開機床模擬的工作窗口,在仿真界而中可以顯示整個四軸機床的工作環境,機床模擬如圖6所示,從圖中可以看到曲線齒錐齒輪及其第四軸的安裝位置、刀具和工作臺。
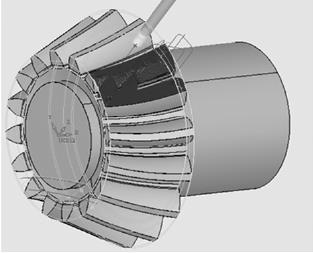
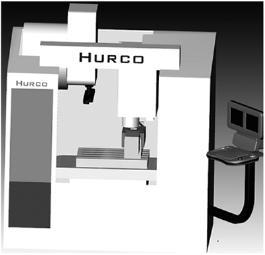


圖5精加工刀路軌跡 圖6曲線齒錐齒輪的
全方位機床模擬檢驗
3.2 程序后置處理
Cimatron E8.5軟件為用戶提供了強大的CAD/CAM系統,同時具有很強的通用性Cs }7。在Cimatron E8. 5軟件編程狀態下,選擇后置處理命令,打開后置處理對話框選擇要處理的程序段,分別對齒面的粗加工、半精加工和精加工進行后置處理,形成實際數控機床的加工程序,從而得到數控加工各個階段的程序。對于半精加工和精加工的后置處理采用Cimatron E8. 5軟件專用的四軸后置處理文件,先選擇機床的旋轉軸,再進行后置處理。
4、實體加工
根據曲線齒錐齒輪的齒形形狀及實際加工情況,選擇分層銑削工藝,加工順序如下:車端而、孔、鍵槽一齒形粗加工一齒形半精加工一齒形精加工一車掉裝卡部分。
根據曲線齒錐齒輪加工工藝及其特點,在粗加工時,先進行單齒加工,第四軸轉動一定的角度,再采用相同的方法加工其他的齒。采用球頭刀進行開粗,齒面粗加工是為了將大部分材料去除,進給量可以適當的大一些以提高加工效率。齒形的粗加工如圖7所示。

圖7齒槽粗加工
在完成齒形粗加工之后,需要對齒形進行半精加工,齒形的半精加工要保證齒面的加工質量,切削用量要小一點,采用四軸曲面銑的方式進行半精加工,齒形半精加工如圖8所示。

圖8齒形半精加工
精加工是曲線齒錐齒輪齒形加工中的最重要的一步,為了提高齒面的加工精度,切削深度、寬度和進給量都要選擇小一些,并且要選擇較高的主軸轉速。因此齒形的精加工采用四軸曲面銑的方式,進行精加工。當完成齒形的精加工后,將齒輪的裝卡部分車掉,從而獲得曲線齒錐齒輪的實體。采用普通的機床車掉裝卡部分可以提高加工效率。曲線齒錐齒輪的加工實體如圖9所示。
5、結論
本文對曲線齒錐齒輪數控加工工藝、加工仿真、編程及實體加工進行了研究。曲線齒錐齒輪的數控加工仿真大大減少了生產加工的工作量,降低了生產成本,避免了不必要的材料浪費。分三次對曲線齒錐齒輪齒面進行加工,可有效地提高其加工精度,彌補了傳統加工方法的不足。對于損壞的未知參數的曲線齒錐齒輪可以降低生產成本,滿足企業對曲線齒錐齒輪單件、小批量低成本制造的需求,增強了企業的競爭力。
圖9曲線齒錐齒輪加工實體
本文只是對曲線齒錐齒輪的數控加工進行初步研究,為了節約成本,采用PVC材料,如果采用鋼鐵材料進行加工,加工工藝參數需要進行相應的修改。
[參考文獻]
[1] 榮慶賀, 螺旋錐齒輪數控加工仿真研究[D]. 沈陽:沈陽工業大學, 2011.
[2] F. L. Litvin, F. Alfonso, F. Qi. Computerized design Simulation of Meshing, and Contact and stress Analysis of Face-Milled Formate Generated Spiral Bevel Gears. Mechanism and Machine Theory,2002,37(5):441-459.
[3] 張星. 數控自動編程介紹[J] 機械與電子,2011(23):102 -103.
[4] 李強, 宿寶龍,閆洪波等. 螺旋錐齒輪加工機床發展綜述[J]. 機床與液壓, 2012,40(8):164-166.
[5] 張海波, 劉國棟, 程雷. 螺旋錐齒輪逆向造型研究[J]. 制造技術與機床,2013(3):65-68.
[6] 李麗萍. 數控銑削加工工藝路線對加工精度的影響[J]. 蘇州市職業大學報,2011,22(1):44- 46.
[7] 付大鵬,魏圣可.基于離心泵半開式葉輪的五軸數控加工技術研究[J].東北電力大學學報, 2013, 33 (3):23-26.
[8] 張海波,黎甜,白賀.基于Cimatron E的離心泵蝸殼數控加工技術研究[J].東北電力大學學報,2013,33 (3):1-4.
[9] 周吉,尹冠群.基于Cimatron E的螺旋槳加工技術研究[J]. 工藝與檢測,2009(8):91一93.
微信公眾平臺