網(wǎng)")
網(wǎng)")
網(wǎng)")
鏟磨用金剛石磨輪修形工藝綜述
發(fā)布時間:
2014-07-02 11:29
鏟磨用金剛石磨輪修形工藝綜述
(寧波雙林汽車配件股份有限公司歐陽志喜)
[摘要]:鏟磨用盤型金剛石磨輪修形工藝,是高精度整體硬質(zhì)合金滾刀鏟磨加工中的核心技術(shù)。金剛石磨輪的修形工藝,經(jīng)歷半個多世紀(jì)的摸索研究,已有了長足的進(jìn)步。本文簡要介紹了國內(nèi)外有關(guān)這類磨輪修形工藝的演變概況。
[關(guān)鍵詞]:鏟磨金剛石磨輪修形
國內(nèi)外整體硬質(zhì)合金小模數(shù)齒輪滾刀開發(fā),始于上世紀(jì)五十年代。不久,我國第一把采用銅基金剛石磨輪鏟磨加工的手表齒輪(俗稱擺線齒輪)整體滾硬質(zhì)合金刀,由原上海手表廠工具車間自主研制成功,有關(guān)這種滾刀的制造工藝曾在《上海機(jī)械》上作了詳細(xì)介紹[1]。我國第一把采用鋁基金剛石磨輪鏟磨加工的小模數(shù)漸開線硬質(zhì)合金齒輪滾刀,由西安東方機(jī)械廠在成都工具研究所指導(dǎo)下[2]開發(fā)成功。以上兩種金屬基金剛石磨輪修形工藝,在我國已應(yīng)用了半個多世紀(jì),至今仍被大多數(shù)小模數(shù)齒輪硬質(zhì)合金滾刀生產(chǎn)廠家所采用。進(jìn)入本世紀(jì)以來,我國在鏟磨用盤型金剛石磨輪修形工藝方面,又有了長足進(jìn)步。江陰、漢江工具廠等廠家已采用金剛石砂輪對盤型陶瓷金剛石磨輪進(jìn)行數(shù)控自動修形工藝,大大提高了硬質(zhì)合金滾刀綜合精度和降低了滾刀齒面粗糙度。在進(jìn)口德國、瑞士鏟磨機(jī)床上,能穩(wěn)定的加工AAA硬質(zhì)合金漸開線滾刀。寧波朗曼達(dá)自力更生研制開發(fā)鋼基電鍍金剛石鏟磨用盤型磨輪,成功應(yīng)用于整體硬質(zhì)合金滾刀鏟磨加工,大大提高了生產(chǎn)效率,獲得了可觀的經(jīng)濟(jì)效益。本文擬將對以上鏟磨用盤型金剛石磨輪修形工藝概況,作一簡要介紹。
一.銅基金剛石磨輪修形工藝
早在上世紀(jì)60年代中期,上海手表廠楊德榮等就開始試驗采用青銅基金剛石磨輪,鏟磨加工手表齒輪硬質(zhì)合金滾刀齒形。青銅基體的成分為銅粉90%+錫粉10%,天然金剛石粉濃度為100%(0.88g/cm3)。這種鏟磨用青銅基金剛石磨輪的修形工藝,借鑒了瑞士手表廠的經(jīng)驗。青銅基金剛石磨輪具有以下優(yōu)點 :
1. 具有較好的磨削性能和工作型面截形精度的保持性能;
2. 青銅基體具有良好的延展性能和一定的機(jī)械強(qiáng)度,有利于金剛石磨輪的擠壓修形。
青銅基磨輪擠壓修形工藝流程,如圖1所示。圖中成形車刀(俗稱樣板刀)采用瑞士精密樣板磨床或光學(xué)曲線磨床加工成形,利用成形車刀手工精刮成形擠輪和鏟齒加工成形銑刀;成形銑刀用來銑削磨輪工作型面;成形擠輪用來對金剛石磨輪型面進(jìn)行擠壓修形;成形磨輪采用專用壓模壓制,通過燒結(jié)成型。
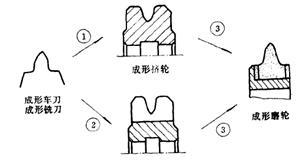
圖1 青銅基金剛石磨輪擠壓修形工藝流程示意圖
由于手表齒輪模數(shù)特小(0.05mm≦m≦0.15mm);因此,手表齒輪硬質(zhì)合金滾刀制造是一項難度很高的關(guān)鍵技術(shù)。上世紀(jì)60~80年代是我國手表工業(yè)的鼎盛時期,上海、天津、南京、廣州、重慶、丹東等各大手表廠,均先后從瑞士引進(jìn)了手表齒輪及其滾刀加工用成套精密設(shè)備,并全都參照上海手表廠經(jīng)驗,自行生產(chǎn)本廠自用的硬質(zhì)合金擺線滾刀。但由于人員素質(zhì)的差異,大多數(shù)手表廠生產(chǎn)的滾刀質(zhì)量仍遠(yuǎn)不如瑞士滾刀好。
二.鋁基金剛石磨輪修形工藝
上世紀(jì)60年代后期,我國兵器工業(yè)生產(chǎn)急需模數(shù)稍大(0.2mm≦m≦0.5mm)的硬質(zhì)合金滾刀,以滿足大批量鐘表齒輪滾齒加工需要。1967年西安東方廠率先采用鋁基金剛石磨輪造形工藝,改裝螺紋磨床試制成功硬質(zhì)合金鐘表滾刀;接著上海工具廠和重慶前衛(wèi)儀表借鑒西安的經(jīng)驗,鏟磨加工小模數(shù)硬質(zhì)合金漸開線滾刀和擺線滾刀獲得新進(jìn)展,分別建成滾刀生產(chǎn)線,解決了國內(nèi)廠家的需求。這種鏟磨用鋁基金剛石磨輪的修形工藝,借鑒了原蘇聯(lián)莫斯科手表廠的一些作法。所不同的是該廠采用了鋁基磨輪作粗鏟磨、鋼基磨輪作精鏟磨加工;而國內(nèi)則是采用單一的鋁合金基體金剛石磨輪。鋁基金剛石磨輪壓砂造形工藝流程與圖1所示大同小異,鋁基磨輪基體是直接采用LY1或LY4棒材車削加工完成[3]。
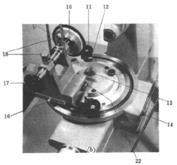
以上兩種不同基體金剛石磨輪修形,均需要有專用的擠壓(又稱壓砂)工具。這種工具的結(jié)構(gòu)與所使用的鏟磨磨頭結(jié)構(gòu)有很大關(guān)系。筆者1969年設(shè)計制造的壓砂工具照片,如圖2 a) 所示;專用壓砂工具的結(jié)構(gòu)和工作原理,如圖 b) 所示。
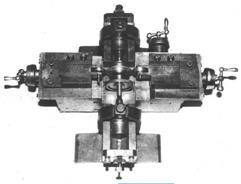


a)壓砂工具 b)壓砂工具示意圖
圖2 壓砂工具
以上兩種金屬基體金剛石磨輪成形工藝的比較
1.青銅基金剛石磨輪擠壓修形工藝的優(yōu)缺點:燒結(jié)成型的磨輪青銅基體內(nèi)、外都有金剛石粉,磨輪工作型面的保持性好,使用壽命長,特別適合手表齒輪品種單一,長期使用的定型滾刀和銑刀鏟磨加工;缺點是磨輪截形銑削、擠壓修形的技術(shù)難度大。此外,價格昂貴的天然金剛石粉用量相對較大一些,磨輪磨削性能也不如鋁基金剛石磨輪好;僅適應(yīng)微細(xì)進(jìn)給量、快走刀鏟磨加工。
2. 鋁基金剛石磨輪點砂壓砂修形工藝優(yōu)缺點:磨輪基體的切削性能好,由手工刮削成形的磨輪工作型面截形精度高;手工點砂、壓砂成形磨輪工作型面層金剛石粉濃度高、磨削性能好、金剛石粉用量少;缺點是壓砂過程中金剛石粉易破碎,要采用天然金剛石粉。磨輪基體里層沒有金剛石粉,磨輪型面保持性和使用壽命不及前者。僅適合于進(jìn)給量較大、慢速走刀鏟磨加工多品種、小批量滾刀鏟磨加工。
3. 以上兩種磨輪修形工藝,為采用全齒形鏟磨加工整體硬質(zhì)合金滾刀奠定了基礎(chǔ)。
1982年,重慶前衛(wèi)儀表廠采用鋁基點砂、壓砂修形工藝磨輪,自主為南京手表廠開發(fā)成功手表齠輪微型硬質(zhì)合金滾刀,如圖3 a) 所示。滾刀外徑為8mm,內(nèi)孔為φ3.5mm,容屑槽數(shù)為z=15,滾刀外形如圖3照片所示;滾刀材料采用天津硬質(zhì)合金研究所的L10超細(xì)晶硬質(zhì)合金滾刀坯。在瑞士MIKRON A22/4高速、高效全自動滾齒機(jī)上滾切加工手表齠輪(易切鋼),滾刀主軸轉(zhuǎn)速高達(dá)3500r/min。在這類滾齒機(jī)上采用雙刀進(jìn)行滾切。分別在南京、北京和重慶手表廠長達(dá)半年的試切,班產(chǎn)量達(dá)1300~2000件。滾刀每1刀位可滾切9~11萬件齠輪,滾刀使用壽命與瑞士滾刀相同。滾刀齒形見圖b) ;滾切齠輪齒形見圖c) 。該項目于1984年曾榮獲我國第六機(jī)械工業(yè)部(現(xiàn)中船總)科技進(jìn)步二等獎類中的第一項。






a) D8滾刀 b) 齠輪滾刀齒形 c) 齠輪齒形
圖3 D8微型硬質(zhì)合金齠輪滾刀及齒形與滾切齒廓照片
三.樹脂基金剛石磨輪修形工藝
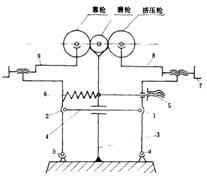
西安儀表廠于上世紀(jì)60年代末,從瑞士引進(jìn)了MIKRON 126滾刀鏟磨機(jī);該機(jī)采用了樹脂基金剛石磨輪鏟磨加工硬質(zhì)合金小模數(shù)漸開線滾刀。為了修整鏟磨磨輪齒形,還專門配置有S-8樹脂基金剛石磨輪修形機(jī),如圖3 a) 所示;工作臺部分見圖b) 。不久,成都工具研究所和寧江機(jī)床廠根據(jù)該機(jī)的工作原理,設(shè)計制造了樹脂基金剛石磨輪修形機(jī)。
a)S-8 修形機(jī) b) 工作臺
圖4 S-8樹脂基金剛石磨輪修形機(jī)照片
在S-8上是采用樹脂基金剛石磨輪作修整磨輪,可用來修整樹脂基(或青銅基)金剛石磨輪工作型面上的直線和齒頂圓柱面以及齒頂兩側(cè)倒角或倒圓型面;所修整的磨輪直線型面精度和粗糙度都要優(yōu)于金屬基金剛石磨輪。采用銅基和鋁基金剛石磨輪,均能按全齒形法鏟磨加工滾刀齒形,如圖4 a) 所示。而采用S-8修形方法卻只適應(yīng)于按分序法鏟磨加工漸開線滾刀兩側(cè)直線齒廓和牙底齒廓,如圖b) 所示;齒頂直線和兩側(cè)倒角(或倒圓)需要更換磨輪,單獨進(jìn)行鏟磨加工完成。因此,這種鏟磨加工滾刀齒形的整體精度和生產(chǎn)效率均不及全型鏟磨工藝高。成都工具研究所自行設(shè)計制造修形機(jī),至今仍在改裝的國產(chǎn)螺紋磨床上鏟磨加工AA、AAA級小模數(shù)漸開線硬質(zhì)合金漸開線滾刀。
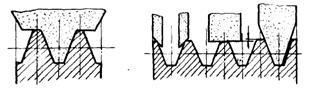

a) 全齒形鏟磨法 b) 分序鏟磨法
圖5 全齒形和分序鏟磨法示意圖
四.陶瓷金剛石磨輪修形工藝
歐、美和日本等國,在十幾年前就開始采用陶瓷金剛石磨輪鏟磨加工高精度硬質(zhì)合金滾刀。漢江、江陰等工具廠引進(jìn)了德國薩克SAACKE HG Ⅲ、Ⅳ數(shù)控滾刀鏟磨機(jī),見圖6 a)、瑞士RG500數(shù)控滾刀鏟磨機(jī),見圖 b)。這類進(jìn)口鏟磨均采用陶瓷金剛石磨輪鏟磨硬質(zhì)合金滾刀,配置有在線修整裝置;對于型號較大的鏟磨中模數(shù)硬質(zhì)合金滾刀,還可能配置有離線數(shù)控砂輪修整裝置;采用陶瓷磨輪可以穩(wěn)定鏟磨加工AAA級硬質(zhì)合金滾刀。




a) 德國HGⅢ數(shù)控鏟磨機(jī) b) 瑞士RG500數(shù)控鏟磨機(jī)
圖6 國外數(shù)控滾刀鏟磨機(jī)
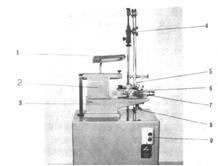
近年來,我國無錫泰諾等單位自主研發(fā)生產(chǎn)了數(shù)控鏟磨床、數(shù)控鏟齒車床、數(shù)控開刃磨床和數(shù)控砂輪修整機(jī)床等先進(jìn)設(shè)備。其中,數(shù)控鏟磨機(jī)如圖7a) 所示;數(shù)控砂輪修整機(jī)如圖b) 所示。大大縮小了國產(chǎn)設(shè)備與國外同類設(shè)備之間的差距。



a) HGM-Ⅲ數(shù)控鏟磨機(jī) b) GPM-Ⅰ數(shù)控砂輪修整機(jī)
圖7 無錫泰諾數(shù)控滾刀鏟磨機(jī)和磨輪修整機(jī)照片
陶瓷金剛石磨輪的主要優(yōu)點:
1. 陶瓷金剛石磨輪采用人造金剛石磨料,磨削力小、磨削溫度低、磨削效率高;
2. 具有較高的耐磨性,磨粒消耗小,特別是在磨削硬脆工件時,最為明顯;
3. 磨削的工件精度高、表面質(zhì)量好,工件的形狀保持性好。
由于以上優(yōu)點,陶瓷金剛石砂輪在鉆石、工業(yè)陶瓷、金剛石復(fù)合片,金剛石聚晶,金剛 石刀具,立方氮化硼,硬質(zhì)合金等高硬脆材料等一些特殊材料的磨削加工中,具有越來越明顯的優(yōu)勢。因此,在金剛石磨具的發(fā)展中有著良好的前景;被認(rèn)為是高速、高效、高精、低磨削成本、低環(huán)境污染的高性能磨具,具有越來越廣泛的應(yīng)用,是近年來世界各國磨削工具競相研究開發(fā)的熱點。已經(jīng)成為硬質(zhì)合金齒輪滾刀鏟磨加工,后來居上的鏟磨用最佳選擇。
我國鏟磨用陶瓷金剛石磨輪,前幾年主要從德國、瑞士等國進(jìn)口,價格相當(dāng)昂貴;近年已越來越多的采用國產(chǎn)陶瓷金剛石磨輪。在這方面,天津大學(xué)學(xué)習(xí)國外先進(jìn)技術(shù),進(jìn)行了卓有成效的研發(fā)工作,由該校生產(chǎn)的陶瓷金剛石磨輪,質(zhì)量在國內(nèi)處于領(lǐng)先水平。
陶瓷金剛石磨輪修形工藝
陶瓷基金剛石用于鏟磨硬質(zhì)合金滾刀,在線或離線修整鏟磨用金剛石磨輪,都需要采用金屬基修整砂輪,這種修整砂輪如圖8 a) 所示。前幾年,我國主要從國外協(xié)作解決,其價格非常昂貴;現(xiàn)在國內(nèi)也開始生產(chǎn),產(chǎn)品質(zhì)量正在逐步提高。金屬基修整用砂輪的工作部位為圓弧型面,如圖 b) 所示。工作部位的圓弧型面,在修整過程中容易磨損,圓弧型面的幾何形狀受損,從而造成磨輪工作型面修整精度下降。為此,在生產(chǎn)中多會采用精度變差的修整砂輪作粗鏟磨磨輪型面修形,采用精度好的修整砂輪用作精鏟磨磨輪型面的修形。
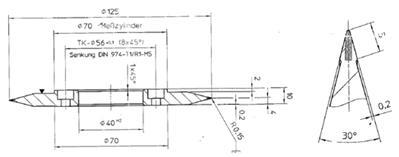

a) 修形用金剛石砂輪 b) 修形砂輪的工作部位
圖8 修形用金剛石砂輪結(jié)構(gòu)圖
五.電鍍金剛石磨輪制造與修形工藝
電鍍金剛石磨輪是用電化學(xué)法制作的金剛石砂輪,磨輪工作型面層含有金剛石磨粒,金剛石磨料被金屬結(jié)合劑(主要采用金屬鎳)粘結(jié)在磨輪基體上。首先在磨輪工作型面沉積一層薄薄的金屬結(jié)合劑,其厚度為金剛石磨粒高度的20%左右,然后進(jìn)行上砂,而后繼續(xù)用金屬結(jié)合劑把金剛石磨粒粘結(jié),厚度約為磨粒高度的2/3左右。包括金剛石修整砂輪,磨削或切削用金剛石砂輪均如此。用于鏟磨硬質(zhì)合金滾刀齒形的電鍍金剛石磨輪,由于有較高的型面幾何精度要求,對其電鍍工藝的要求是很高的。
電鍍金剛石磨輪的優(yōu)缺點:
1. 電鍍工藝簡單,投資少,制造方便;單層結(jié)構(gòu)決定了它可以達(dá)到很高工作速度,目前國外已高達(dá)250~300m/s;磨輪金剛石顆粒鋒利,磨削效率很高,是其他磨輪無法達(dá)到的。雖然只有單層金剛石,但磨輪仍有足夠的使用壽命;對于形狀復(fù)雜、精度要求較高滾壓修形滾輪,需要采用“內(nèi)鍍法”電鍍,也是目前國內(nèi)外唯一的制造工藝。
2. 鍍層金屬與基體及磨料結(jié)合面上并不存牢固化學(xué)冶金結(jié)合,磨料實際上只被機(jī)械包埋鑲嵌鍍層金屬,因而結(jié)合力小,在負(fù)荷較重高效磨削時,金剛石顆粒易脫落(或鍍層成片剝落),從而導(dǎo)致磨輪整體失效。為增加結(jié)合力就必須增大鍍層厚度,其結(jié)果磨粒裸露高度和容屑空間減小,砂輪容易發(fā)生堵塞,散熱效果變差,工件表面容易發(fā)生燒傷。
電鍍金剛石磨輪修形工藝
電鍍金剛石磨輪是無法進(jìn)行修形,如果要求進(jìn)行修形,磨輪的磨削效率將會大大降低;因此,電鍍金剛石磨輪原則上是不進(jìn)行修形的。
寧波朗曼達(dá)對金剛石磨輪的電鍍涂層、電鍍設(shè)備、電鍍參數(shù)和工藝流程進(jìn)行了多年的自主摸索實驗和分析研究,終于實現(xiàn)了采用“外鍍法”電鍍的金剛石磨輪鏟磨加工AA級硬質(zhì)合金漸開線滾刀。如果發(fā)現(xiàn)滾刀齒面粗糙度或齒形不滿意,操作人員或會采用金剛石油石憑借自己的操作經(jīng)驗,對磨輪工作型面進(jìn)行輕輕的打磨,來改善滾刀齒面粗糙度或齒形精度。
電鍍金剛石磨輪的制造成本低廉,磨削效率高,也是其他金剛石磨輪所無法相比擬的。寧波朗曼達(dá)為了提高硬質(zhì)合金滾刀質(zhì)量,將會繼續(xù)保留電鍍金剛石磨輪作為粗鏟磨用磨輪,并積極開展采用陶瓷金剛石磨輪作為精鏟磨用磨輪。
[參考文獻(xiàn)]
[1] 楊德榮. 硬質(zhì)合金小模數(shù)鐘表齒輪滾刀的制造. 上海機(jī)械. 1965(11)
[2] 尹潔華. 整體硬質(zhì)合金刀具制造工藝.工具技術(shù).1972(2)
[3] 歐陽志喜. 整體硬質(zhì)合金儀表齒輪滾刀及銑刀的設(shè)計與制造[M].北京: 國防工業(yè)出版社. 1994.
微信公眾平臺